Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!


































Приветствую друзья!
Мы продолжаем серию записей о том как я хотел поставить валы, но попал на капиталку! И пока не соберу мотор — буду об этом напоминать! ;)
Эта запись пойдет о ГБЦ! Ведь всем известно что низ (объем) — это мышцы мотора, а ГБЦ — это сердце его! И от того на сколько ГБЦ будет хорошо дышать — на столько и будет лучше или хуже работать двигатель в целом.
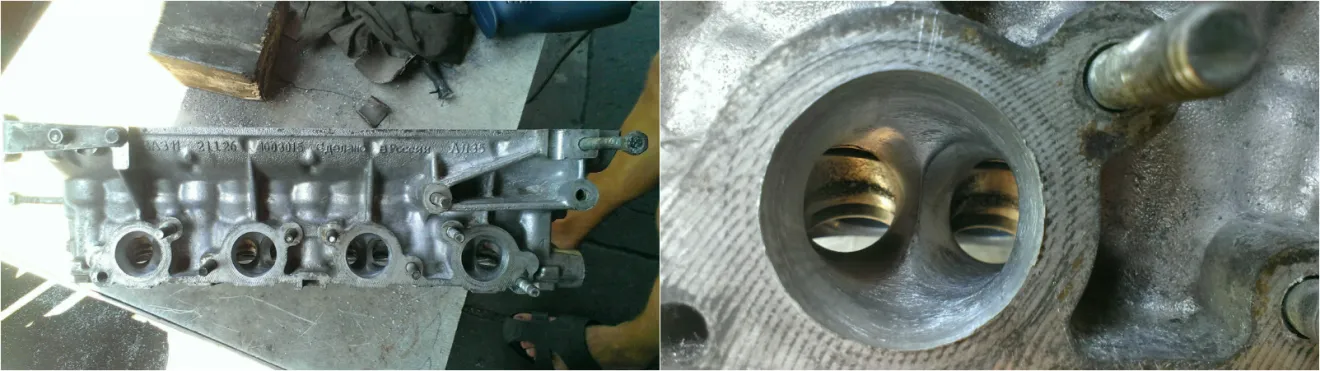
Прежде чем делать дефектовку, ГБЦ нужно помыть, это не для красивой фотографии делается, а для того, чтобы можно было рассмотреть изъяны возможные и трещины.


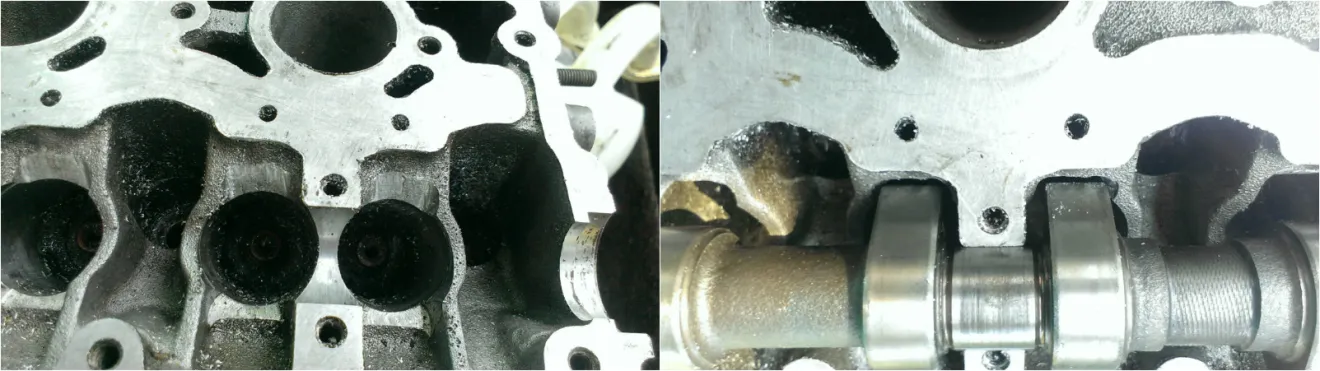
Осмотр ГБЦ показал что масло кушали мы всеми 4 цилиндрами! Направляющие находятся в здравии, клапана без износа и выработки, фаски без прогара — это говорит о том, что бошка живая, и ей надо провести профилактику, а не комплексный ремонт. Естественно из-за перегрева мотора в прошлом, маслосъемные колпачки стали дубовыми, на 3 цилиндре видны точки от детонации, хотя я детон не ловил, скорее всего у прошлого хозяина мотор изрядно натерпелся.
Изначально план был таков: фрезернуть плоскость ГБЦ, заменить сальники клапанов, притереть заново клапана, прорубить мясо для проворота распредвалов и все! ;) Но не тут то было, славянская жажда всего побольше да получше сделала свое дело: я решился на портинг каналов!
Это дело ответственное, и честно говоря — пилить голову надо на продувочном стенде, чтобы видеть результаты распила. Но где ж взять стенд, поэтому решили с zavolzhskiy самостоятельно пилить и учиться одновременно. Для этого нужно приобрести фрезы — это правильный, но дорогой способ! Если экономить — то многие делают иначе. В интернете или у соседа, который работает на заводе, покупаем шарики с подшипников разных диаметров. Я заказал целую грядку, от 20 мм до 40мм. Затем в автомагазине покупаем гайки, желательно высокие и с мелкой резьбой. Эти гайки привариваем к каждому шарику, и потом болгаркой делаем насечки на самом шару. Кто-то делает частые насечки, кто-то редкие — дело вкуса и опытности. Получается вот такая грядка полезного инструмента:


Затем нужна дрель! Ребята, не мучьте слабые дрели и шуруповерты, они слабы и вонять горелым начинают почти сразу. Для этих целей отлично подойдет или старая советская дрель, или перфоратор — они мощные и точно не сгорят. У zavolzhskiy много рабочего инструмента, поэтому в нашем распоряжении была классическая советская мощнецкая дрель, так и опасное творение 1977 года — шахтерская 3 фазная дрель с народным названием "баран".
Прежде чем пилить — обязательно читайте форумы и смотрите видео. Кривыми руками и неправильными движениями очень легко ворваться в тосольную рубашку и испортить себе настроение! Поэтому смотрите видео, и знайте предельные диаметры каналов, выше которых уже будет пилить опасно.
Так как я люблю читать теорию, то я посчитал что получается по площадям как малых, так и общих каналов:
ВПУСК
диаметр одного седла 26мм, S=530,92, умножаем на второе седло, получается S=1061,84
Диаметр ножки клапана: 7мм, S=38.48, умножаем на второй клапан, выходит S=76.96
Посчитаем полезную S: Отнимаем общую площадь двух седел от площади двух ножек клапана: 1061.84-76.96=984.88. Эта будет максимальная пропускная способность двух седел!
Впускное окно со стороны ресивера диаметр 36 мм. S=1017,8
ВЫПУСК
диаметр одного седла 22мм, S=380.13, умножаем на второе, получается S=760.26
Диаметр ножки клапана: 7мм, S=38.48, умножаем на второй клапан, выходит S=76.96
Полезная S: Отнимаем общую площадь двух седел от площади двух ножек клапана: 760,26-76,96=683,3. Эта будет максимальная пропускная способность двух седел!
Выпускное окно со стороны паука, диаметр 32,5 мм. S=829
Продолжаем теорию дальше. Как гласят книги и прочие мануалы, то при портинге каналов желательно чтобы общий канал по площади был на 5-12% больше чем суммарная площадь полезной площади седел.
ВПУСК
984,88+5%=1034,124
984,88+10%=1083.368
Площадь окна диаметром:
36мм=1017.876
37мм=1075.2101
38мм=1134.1149
Получилось, что для впуска правильные размеры общего окна будут находиться в пределах 36-38мм.
ВЫПУСК
683,3+5%=717.465
683,3+10%=751.63
Площадь окна диаметром 32мм=804. Это говорит о том, что 16 клапанная головка по общему каналу выпуска не нуждается в распиле, окно с завода сделано с большим запасом, и его надо только поправить, убрать огрехи литья и ступеньки на стыках.
Подведем итог: Малые каналы пилятся по диаметру седла, а общий канал уже рассчитал я выше.
Так же стоит понимать, что при распиле каналов возрастает наполнение воздуха на верхах, но за счет увеличения диаметра каналов, мы теряем в скорости потока, а это значит что самые низкие обороты станут слабее чем были, но кого это волнует, если цель верха! ;))
Запомнив необходимые цифры можно приниматься за дело. Начиная от самого мелкого шара и до необходимого. Увеличивать постепенно шары нужно для того чтобы не уйти вбок и не ворваться в тосольник.
Был спорный момент на счет направляек впускных каналов. Они мешают чтобы полноценно пройти фрезой канал, оставлять канал как есть не хотелось, поэтому решили срезать в плюс к наполнению, но в минус ресурсу. Очень интересно посмотреть сколько проходят, и как будут себя чувствовать маслосъемные колпачки.
Впускной канал: Общий 38 мм, малые — 25 мм

Выпускной канал: Общий 35 мм, малые 21 мм
Если фрезы правильно заточены — то металл грызется очень быстро! Дрель желательно брать мощную и малооборотистую. После портинга каналов — обязательно надо сгладить каналы и ответственно подойди к сходу из 2 каналов в 1!
Поначалу мы с Митей zavolzhskiy терли пальцем и наждачной бумагой, а потом нам пришла отличная идея — сделать приспособление из подручных средств: берете шлангу, делаете разрез сверху, в разрез наматываете необходимое количество наждачной бумаги, шагрень 50-80 и полируете каналы.

Поверхность сглаживается практически мгновенно. Затем пробуете пальцем, здесь важно чтобы не было резких сходов-переходов и ступенек, если на ощупь все хорошо, то с каналами можно заканчивать.
Для тех у кого в планах установка высоких валов — не забываем что 90% тюнинг валов не проворачиваются в постели, и чтобы это исправить — надо срезать приливы в постели. Очень удобно это делать пальчиковой фрезой, диаметром не более 8 мм. У меня почти каждый кулачек упирался в постель.
После всех тюнинг операций, ГБЦ была отвезена на фрезеровку прилегающей плоскости, после этого снова мойка и выдувка всей полостей от стружки. Ну и потом обычная сборка по книге! ;)
Большое спасибо за прочтение!
Всех благ!
P.S. Рецепт изготовления самодельных фрез мне подсказал и подробно описал meXanik-2108. В его БЖ много интересных записей! Рекомендую!
