Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!


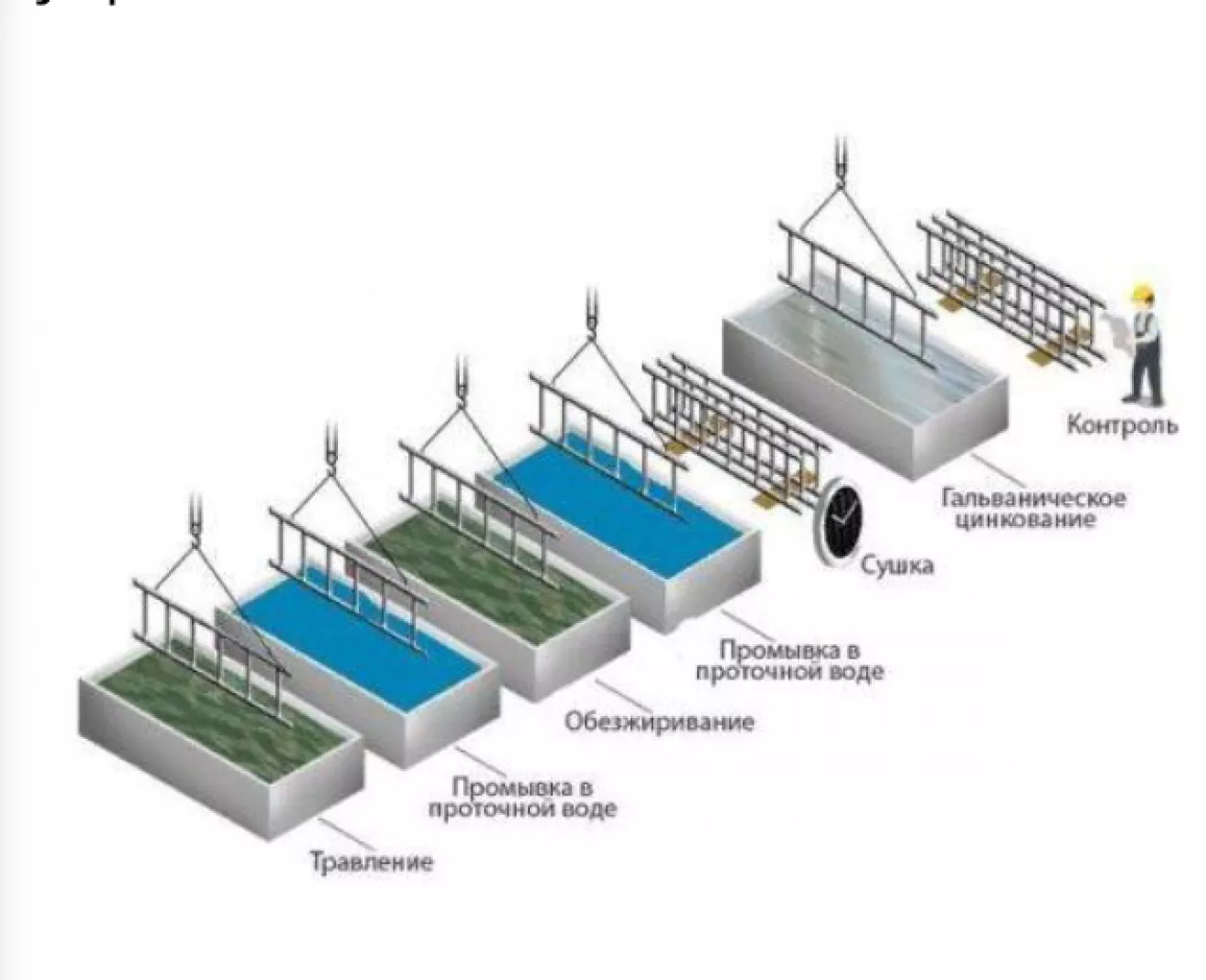
Гальванические цинкование деталей перед сварочными работами.
Продолжаю рассказ.
Четверочка нуждадаётся в замене порогов, усилителей, частичного ремонта днища. Подход у меня простой — если что делать то делать на долго.
Купил заводские штампованные нужные еленты кузова, отдал их на предприятие которое занимается цинкованнием. Следующий этап — хорошо проварить все эти элементы. Сварка будет производится полуавтоматом. Цинк варится но его надо прогревать цинк плавится при температуре +906°С, сталь – при +1100°С.
Пары цинка – опасное вещество.
При сваривании самое главное не допускать непроваров или прожогов. До расплавления стали цинк должен выгореть полностью, иначе металл на шве вспучится, на нем образуются трещины после охлаждения. Рекомендуем использовать в процессе пайки короткую дугу. Так она будет гореть гораздо стабильнее. Если использовать длинную дугу, то она будет нестабильной из-за цинковых испарений.
При сварке любого оцинкованного изделия, например листа, происходит разогревание металла до температуры, превышающей 1000 °C. Процесс сопровождается негативными явлениями: цинк переходит сначала в жидкую фазу, затем в газообразное состояние. Его температура плавления составляет 906 °C; пары проникают не только в воздух, но и в основу, нарушая структуру базового металла; частицы испарений нарушают качество шва оцинковки. Самая большая опасность заключается в токсичности паров. Оцинковка во время сварки вредна для здоровья. Место работы должно обязательно иметь мощную вентиляцию зоны сварки и эффективную общую вентиляцию помещения.
Удаление покрытия Существует несколько способов сварки оцинковки. Выбор зависит от качества металла, толщины покрытия на нем, перспективы применения конструкции. Проще всего снять поверхностный слой оцинковки механически. Для этого подойдут любые жесткие абразивы. Оцинковка при очистке требует больших усилий. Можно удалять слой термическим способом, но при нагревании, опять же, возможны вредные испарения. Существуют химические способы убрать покрытие в месте будущих швов.
Опасения вызывают остатки незащищенных металлических участков рядом со швом. Оцинковка с такими оголенными участками в будущем может подвергаться коррозии, что вызовет порчу всей конструкции.