Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!


вообщем занизил я балку спасибо Fedoroff408 за то что занизил балку и GLEBkiev за то что познакомил сFedoroff408 вообщем теперь у меня балка занижена и вскором времени у меня будет низкий запорожец
ВНИМАНИЕ! Подробности ниже.
Из необходимого инструмента
Болгарка с зачистным и отрезным кругами
Шестигранник на 8
Зубило
Молоток
Сварочный аппарат
Технологию можно понять по фотографиям, но есть нюансы:
Балку лучше не разбирать если нет необходимости заменить торсион, однако поворотные кулаки снимать все же надо. Не стоит ее разбирать полностью ввиду того что проворачивать торсионы нужно нажимая на рычаг до нужного положения, так удобнее.
На разобранной балке отбойники срезаются сразу, на собранной только после освобождения втулок торсионов! (данный ноанс стоит учитывать иначе возможны травмы).
Самая неудобная сварная точка находится в нижней части верхней трубы торсиона, на нее уходит больше всего времени — до 30-40 минут.
По мере стачивания точек их края будут проявляться. Как только края точки из круглых становятся овальными простукиваем этот контур зубилом чтоб задрать края трубы, выкручиваем центральный болт крепления торсиона, и пробуем проворачивать торсион за рычаг. Проворачивать нужно с усилием, но соблюдать осторожность, втулка внутренняя проворачивается очень резко, вследствии чего можно травмироваться.
Далее можно либо убрать контргайку с болта крепления торсиона и закрутив его на место срезать заподлицо, и сошлифовать так чтоб можно было провернуть втулку, либо прихватить торсион сваркой в месте вкручивания болта.
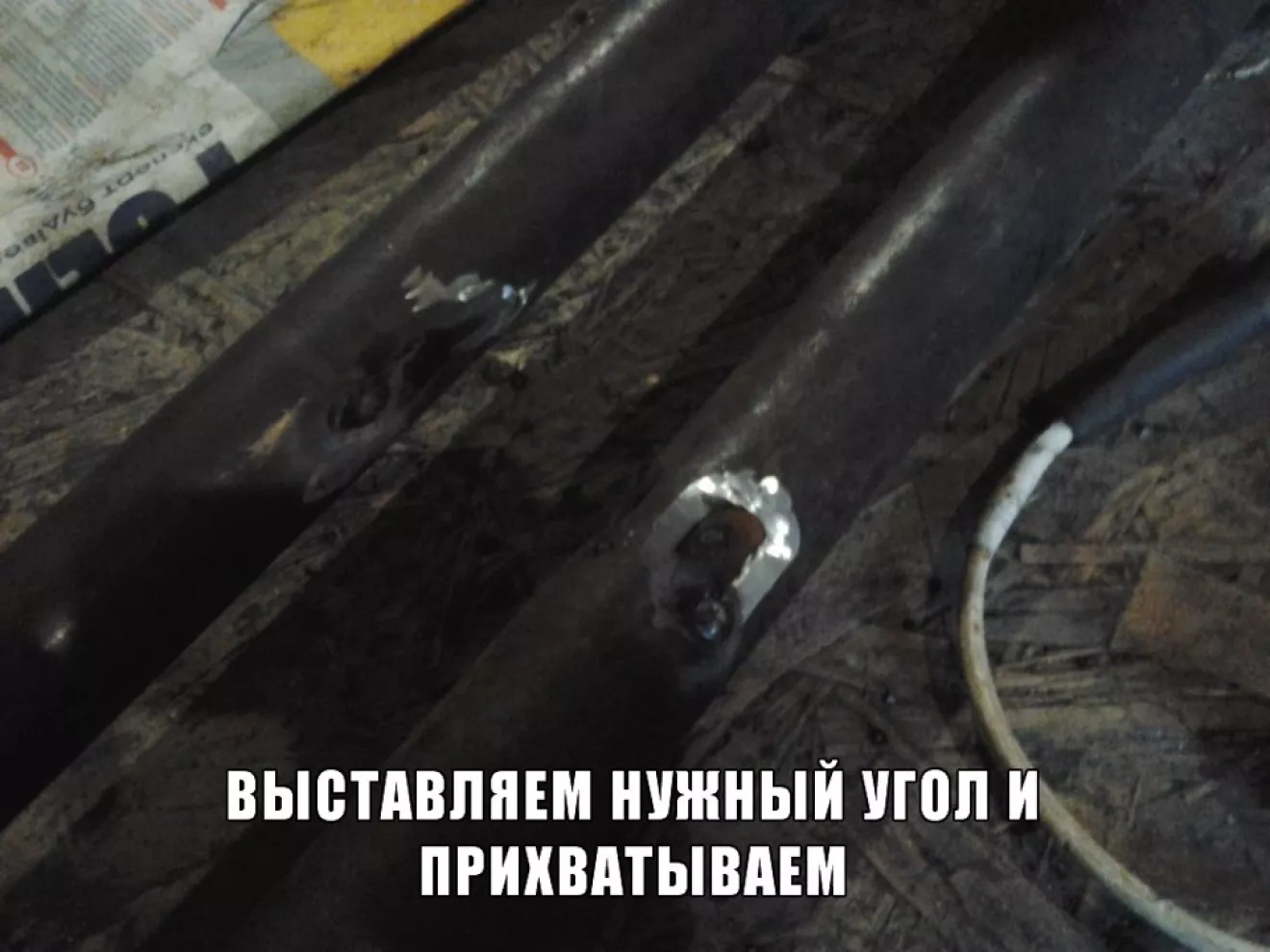
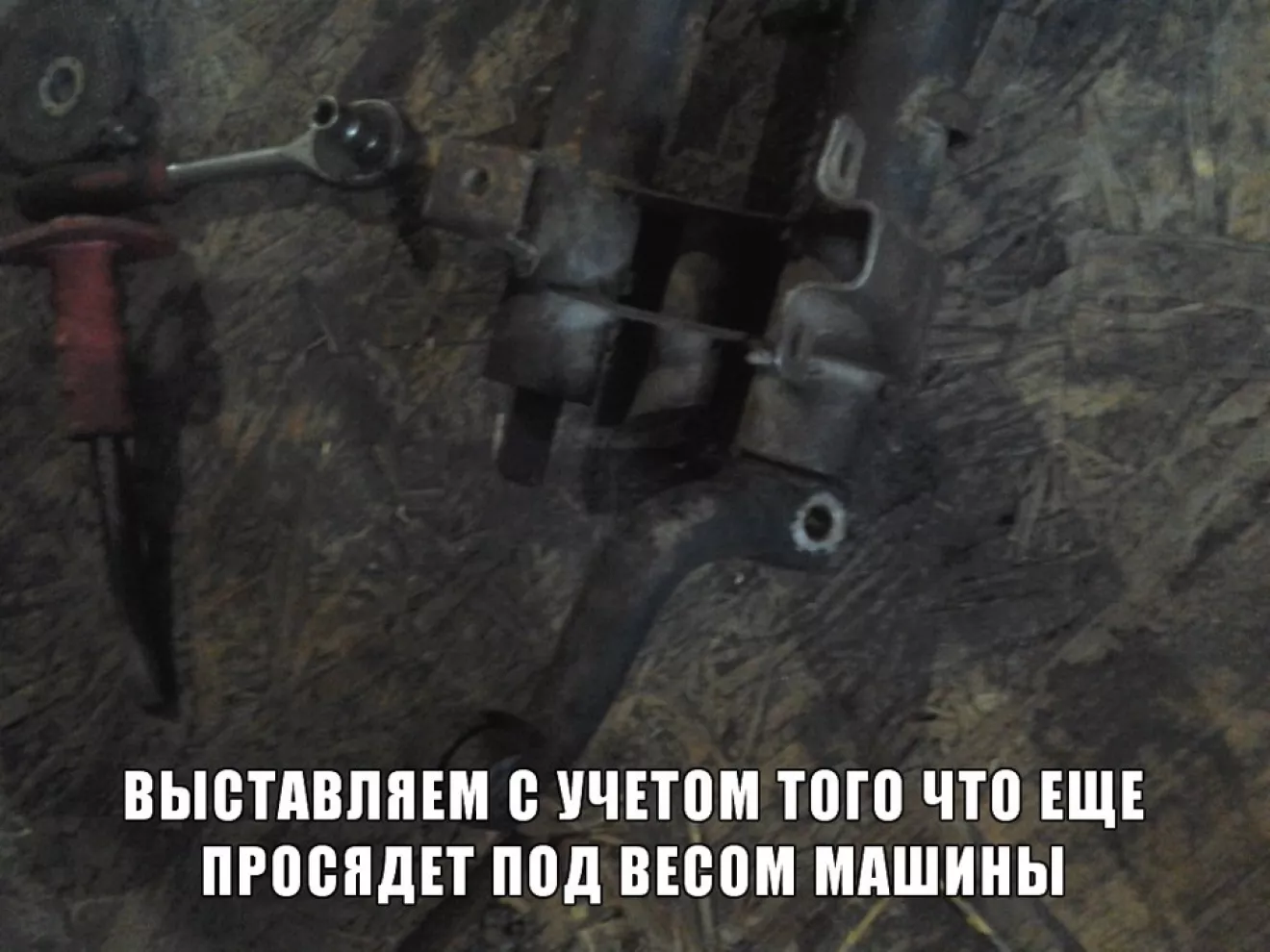
Потом когда торсионы зажаты нужно выставить желаемый уровень, однако следует помнить что верхние рычаги должны быть провернуты на больший градус чем нижние, так как верхний торсион у нас работает еще и как стабилизатор, поэтому если мы оставим его без натяга передок будет "плавать".
Когда все выставили, хорошенько заливаем сваркой все места где стачивали и отверстия куда раньше вкручивались болты (всего 6 мест, по 3 на каждую трубу). Чем лучше заварили, тем меньше вероятность что будут подтекания масла из балки.
Далее о плюсах и минусах даного метода занижения.
Плюсы:
Не нарушается геометрия балки
Не требуется дополнительное оборудование в виде струбцин, тисков, в процессе проворота торсионов
Не требуется дополнительное усиление балки
Меньше вероятность течи масла
Широкий диапазон настройки высоты
Возможность настроить высоту "на глаз" не используя измерительные приборы вообще.
Минусы:
Много времени на стачивание сварных точек (около 4-5 часов)
Балка становится не ремонтопригодной (невозможно заменить торсионы в случае их поломки)
При копировании текста указывать ссылку vk.com/borschagivka_custom как первоисточника.