Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!



Пожалуй нужно сразу сказать что менять гильзы крайне расточительно, не хотелось и не было особого смысла.
Поэтому первым этапом хонинговкой на гильзах практически убрали бочки элипсы и конусы. Далее на притирочной плите были выровнены плоскости под прокладку. Материал практически не снимал — уверен что меньше 0,01. Зато это проявит если что погнутость, вмятины и царапины если это все добро имеется. А там его иметь нельзя, сами понимаете.
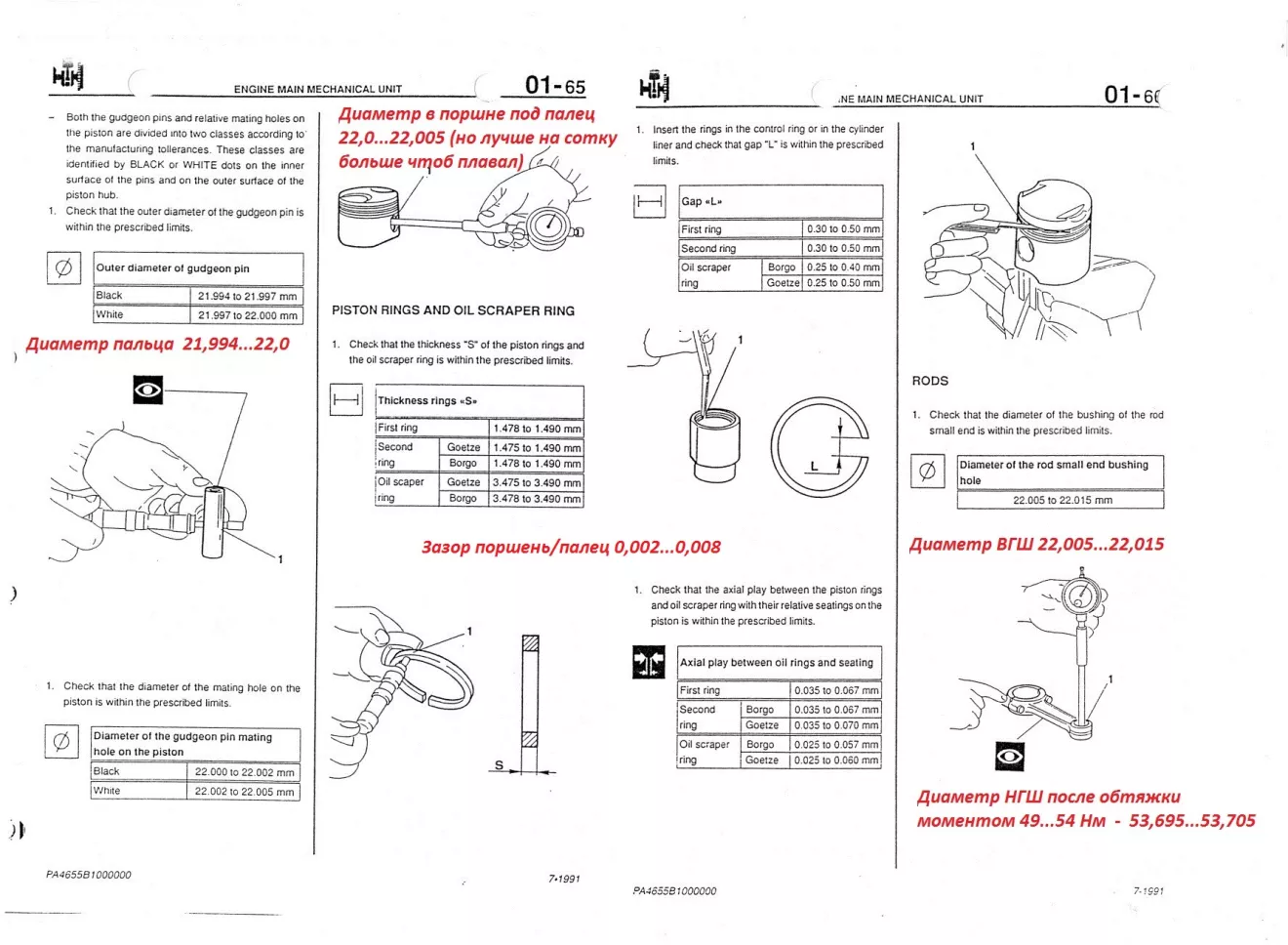
Далее вымытые поршня и хонингованные гильзы були отданы специалисту который раздал поршня до нужного размера до получения нужного зазора поршень/гильза. Поршня пополнели где-то на 0,1мм.
Далее притиром откалибровал пальцы. Диаметр укладывается в допуска. Удивительно. А что самое удивительно что и втулка вгш и отверстие в поршне тоже уложились в допуска! Удивительно. Обычно такого не бывает.
Далее развесить поршня.
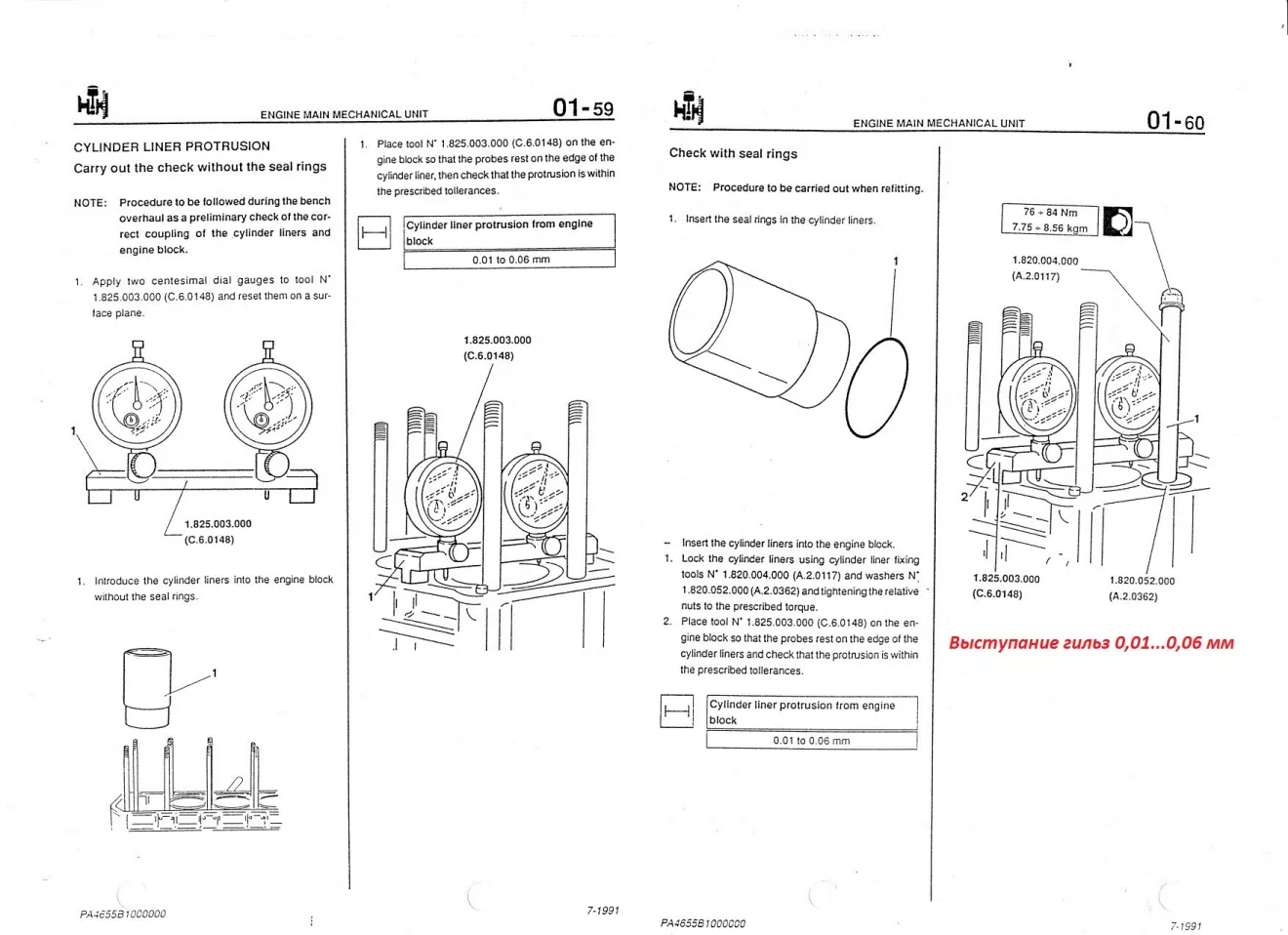
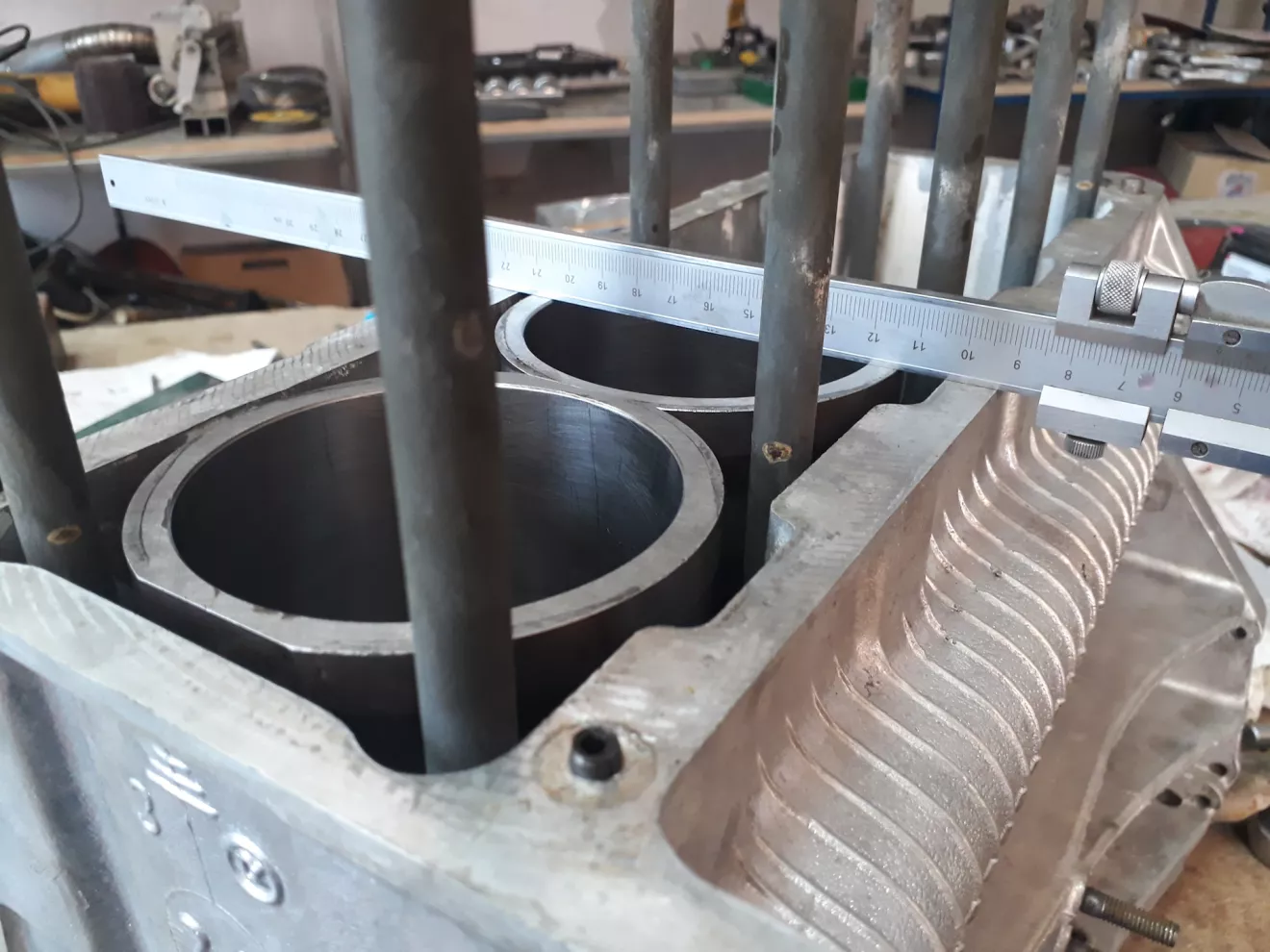
И проверить посадку гильз в блок. Спец преспособу делать не стал но на глаз выступание от 0 до 0,02 что тоже в допуске. Сделал фотку как сидят гильзы на резиновых кольцах. Достаточно высоко. Это о том что помазульки герметиком не обязательны если нет явной коррозии блока. К слову, гильзы очень шустро падают в блок. Никаких усилий не нужно когда все хорошо отмыто. А выбивались они с трудом…
Трубки хуюбки как в мануале делать не стал. Мне хватило провода ))))