Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!


Добрый день, товарищи!
Это снова мы со своими новостями)
Итак каналы гбц были доточены, вычислена степень сжатия и гбц отправлена на фрезеровку 1,5 мм с плоскости.
А теперь обо всем по порядку.
Предупреждаю заранее — много текста!
Наконец-то домучал каналы… фухх это конечно было геморно, без больших фрез очень сомневаюсь что взялся бы за это дело ещё раз.

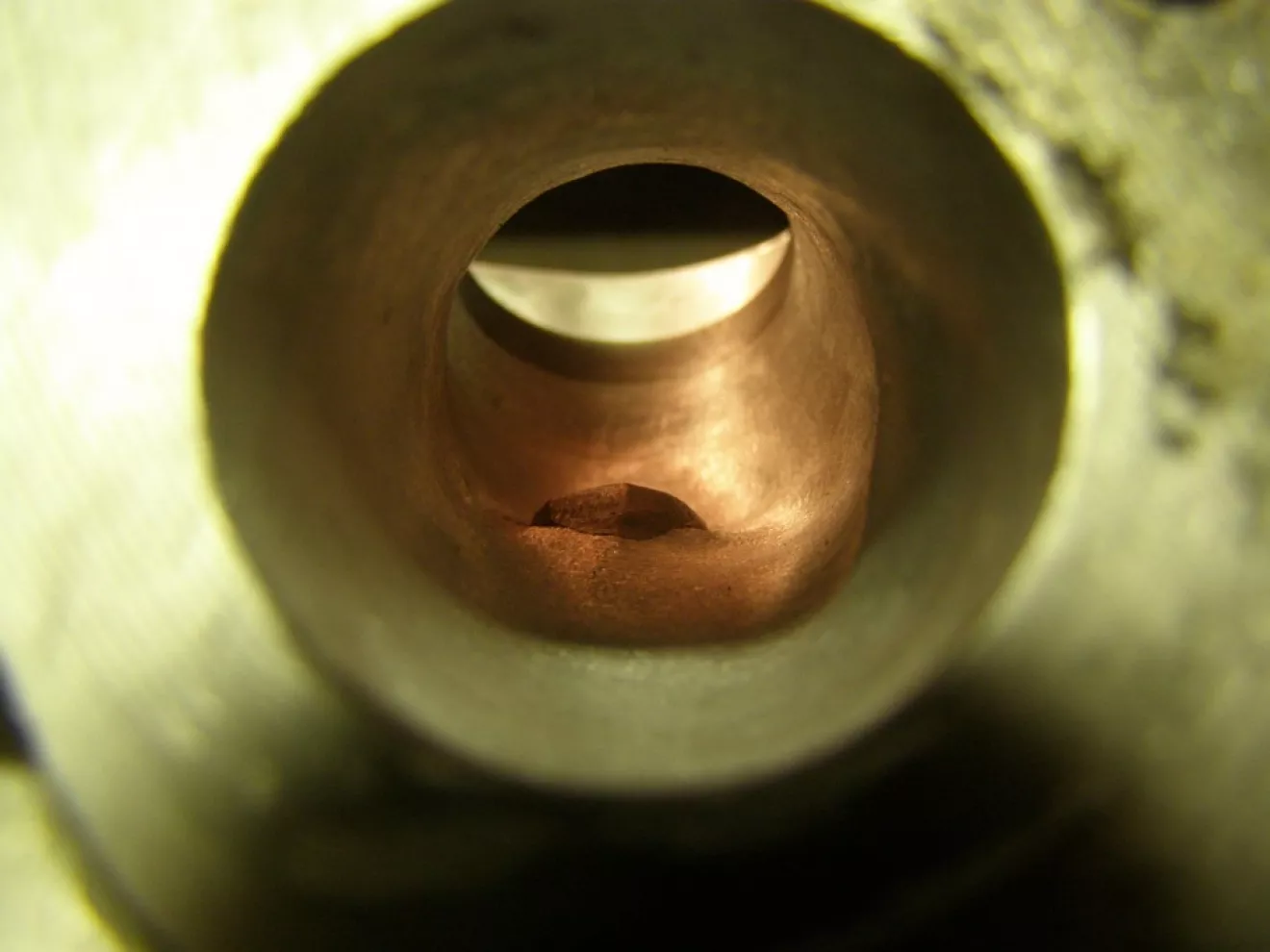
наплыв возле направляющей клапана был убран полностью, наплыв шахты болта крепления гбц был тоже практически убран, он лишь немного выступает в канал.
После расточки фрезой прошелся по всем каналам наждачкой, намотанной на кусок шланга, зажатого в дрель для придания необходимой шероховатости.
Дальше отмыл хорошо гбц
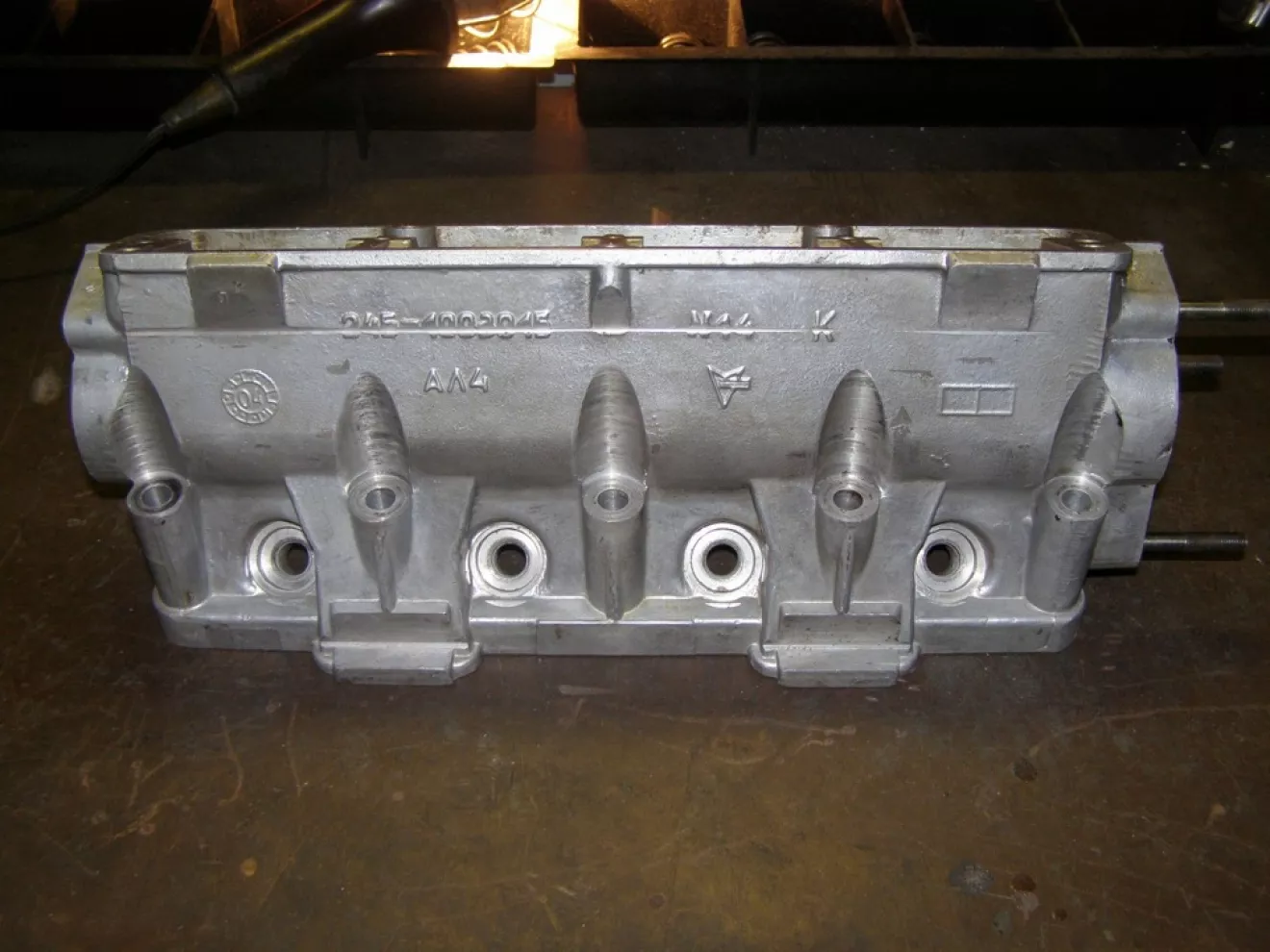
Вот такой вот хренью:

это средство для промывки инжекторов, которое было любезно сп*жжено взято на СТО "Восток-авто", где я проходил практику. Намутил естественно уже отработанное средство и то с разрешения мастера) )
Отмывает ну очень офигенно, бенз вообще нервно курит в сторонке)
Так, теперь самое главное, нам нужно узнать степень сжатия, дабы быть в курсе сколько нам нужно снять с головы. Для этого для начала притираем клапана.
Берется любая Т-образная хрень, на неё одевается кусочек шланга и два хомута:

намазываем притирочную пасту на клапан:

я использовал вот такую:

…вставляем клапан в направляющую, одеваем на него наше приспособление:

и затягиваем хомут.
Теперь начинаем притирать, как это делается:
прижали клапан к седлу — провернули (насколько рука проворачивается) — подняли клапан — прижали — провернули в обратную сторону — опять подняли, опустили и в обратную.
Набираем обороты и фигачим) После повторений десяти проворачиваем клапан на 90 градусов и опять поехали. Я проходил так два оборота. У меня клапана проточены и сёдла пришарошены, по этому с притиркой не увлекался.
результат:

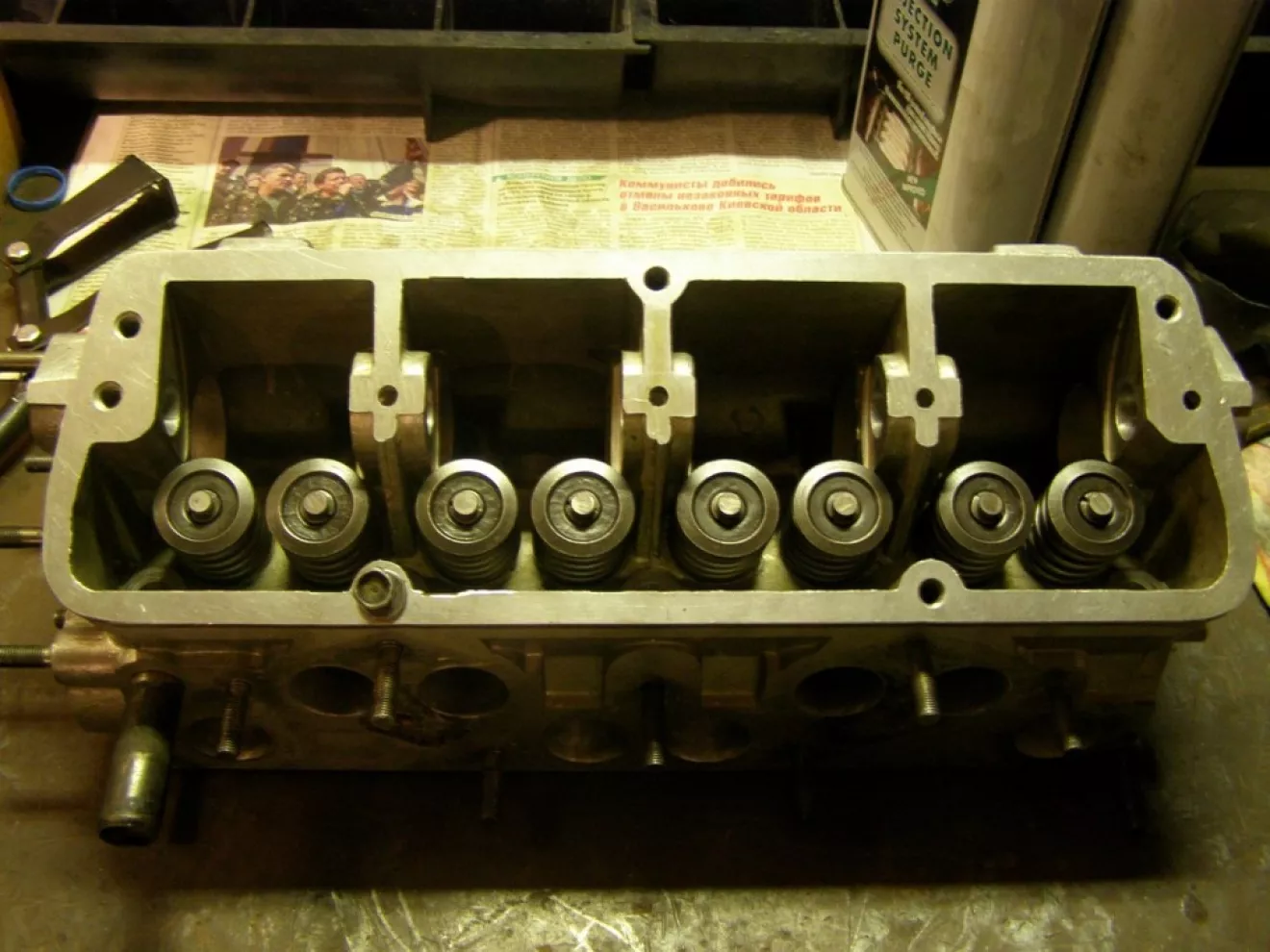
Клапана притёрли, теперь отмываем в том же средстве пружины с тарелками и сухарями

и засухариваем клапана

готово
Теперь вычисление обьема камеры сгорания
(запаситесь терпением:) )
Вкручиваем свечи, берём кусок орг стекла и сверлим в нём два отверстия чтоб их расположение было примерно как на фото:

то есть по разные стороны камеры сгорания
намазываем плоскость вокрус КС (камеры сгорания) литолом (солидолом, вазелином, кому чем угодно) и "приклеиваем" на него нашу пластинку. Намазывать нужно не много чтоб смазка не полезла в камеру сгорания.
Теперь набираем в 20-ти кубовый шприц ровно 20 кубов масла, вставляем шприц в отверстие (отверстие желательно делать чтоб шприц входил туда плотно):

(желательно постоянно прижимать пластину рукой чтоб масло не вылазило в стороны)
и заливаем в камеру масло:

до тех пор пока оно не начнет вытекать через второе отверстие.
Наклоните гбц так, чтобы позырёк воздуха шел ко второму отверстию, чтоб не было такого что воздух в камере ещё есть, а масло уже лезет через второе отверстие.
Первые 20 кубов выдавливайте спокойно, обьем КС всё равно больше, затем достаём шприц, дырку закрываем пальцем и набираем в шприц ровно 10 кубов масла и доливаем его до полного заполнения камеры сгорания.
Теперь считаем 20+то, сколько у вас влезло во втором заходе. Теперь мы знаем обьем камеры сгорания в гбц.
Теперь нужно узнать обьем отверстия в прокладке.
Делаем точно так же, я намазывал прокладку литолом с двух сторон, ложил её на орг стекло и накрывал пластинкой с отверстиями.
(процесс проливания прокладки не фотал, но тут думаю и так всё понятно)
Обьем КС в блоке делаем точно так же:

В итоге получаем вот такие результаты:
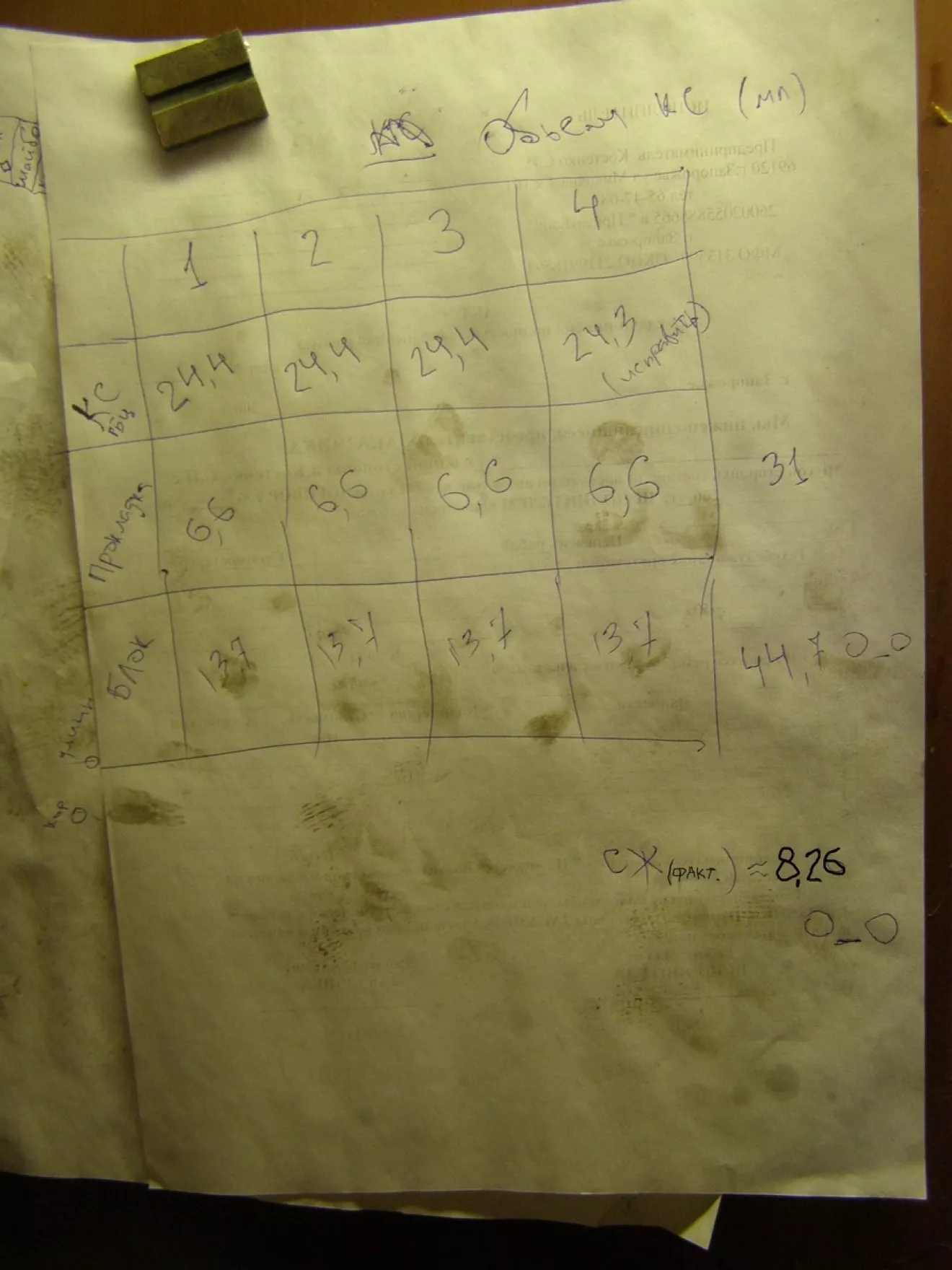
Да, фактическая степень сжатия получилась 8,2 :(
Откуда они в книжке взяли 9,5 ума не приложу…
Чтоб высчитать степень сжатия нам нужно:
полный обьем цилиндра (Vц) разделить на обьем камеры сгорания (Vкс)
Vц = обьем самого цилиндра + Vкс
Обьем самого цилиндра у нас = 1299/4=324,75 мм.куб
Обьем камеры сгорания по замерам у нас:
Vкс = 44,7 мм.куб
Vц = 324,75 + 44,7 = 369,45 мм.куб
СЖ = Vц / Vкс = 369,45 / 44,7 = 8,26
В принципе увидев результат можно сделать вывод что все эти замеры и расчеты были не нужны, т.к фрезеровать с головы придется всё равно много.
По этому берем штанген-циркуль с глубиномером, ставим его нижней частью к плоскости и меряем сколько мм у нас от плоскости до седла впускного клапана (пардон, не фотал). У меня 2 мм, по этому решил фрезеровать 1,5 мм чтоб не задеть сёдла.
А если у вас степень сжатия не такая большая и вам нужно получить определённую степень сжатия то считаем в обратном порядке:
возьмём на примере моего двигателя
у нас есть Vц и необходимая СЖ (степень сжатия)
например хотим мы СЖ 10, для этого:
Обьем всего цилиндра делим на желаемую степень сжатия:
Vц / 10 = 369,45 / 10 = 36,9 мм.куб
т.е. обьем камеры сгорания у нас должен быть 36,9 мм.куб. для степени сжатия 10.
Выбираем то, обьем чего мы сможем уменьшить, а это гбц, т.к ни прокладку мы не ужмем ни поршень не наварим.
Набираем в шприц 36,9 кубов масла (а лучше чего-то больше текучего) и заливаем в камеру сгорания гбц, предварительно установленной по уровню. Смотрим сколько жидкости не хватает до краёв — столько и нужно снять с плоскости гбц.
Ну вот вроде и всё)
Надеюсь что все же эта мини-статейка кому-то поможет)
А что же делать для повышения СЖ в моём случае помимо фрезеровки гбц?
Смотрим внимательно на наш поршень:

теперь смотрим внимательно на инжекторный поршень:

теперь опять на наш
опять на инжекторный
Узрели разницу?
В инжекторном выемка меньше, так что… да здравствуют инжекторные поршня!) )
Фуууххх… вроде всё… спасибо тем кто осилил:) хотя не, не всё) сейчас немного отдохну и будет следующий БЖ)
Так что…
Спасибо за внимание, не переключайтесь!)
