Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!



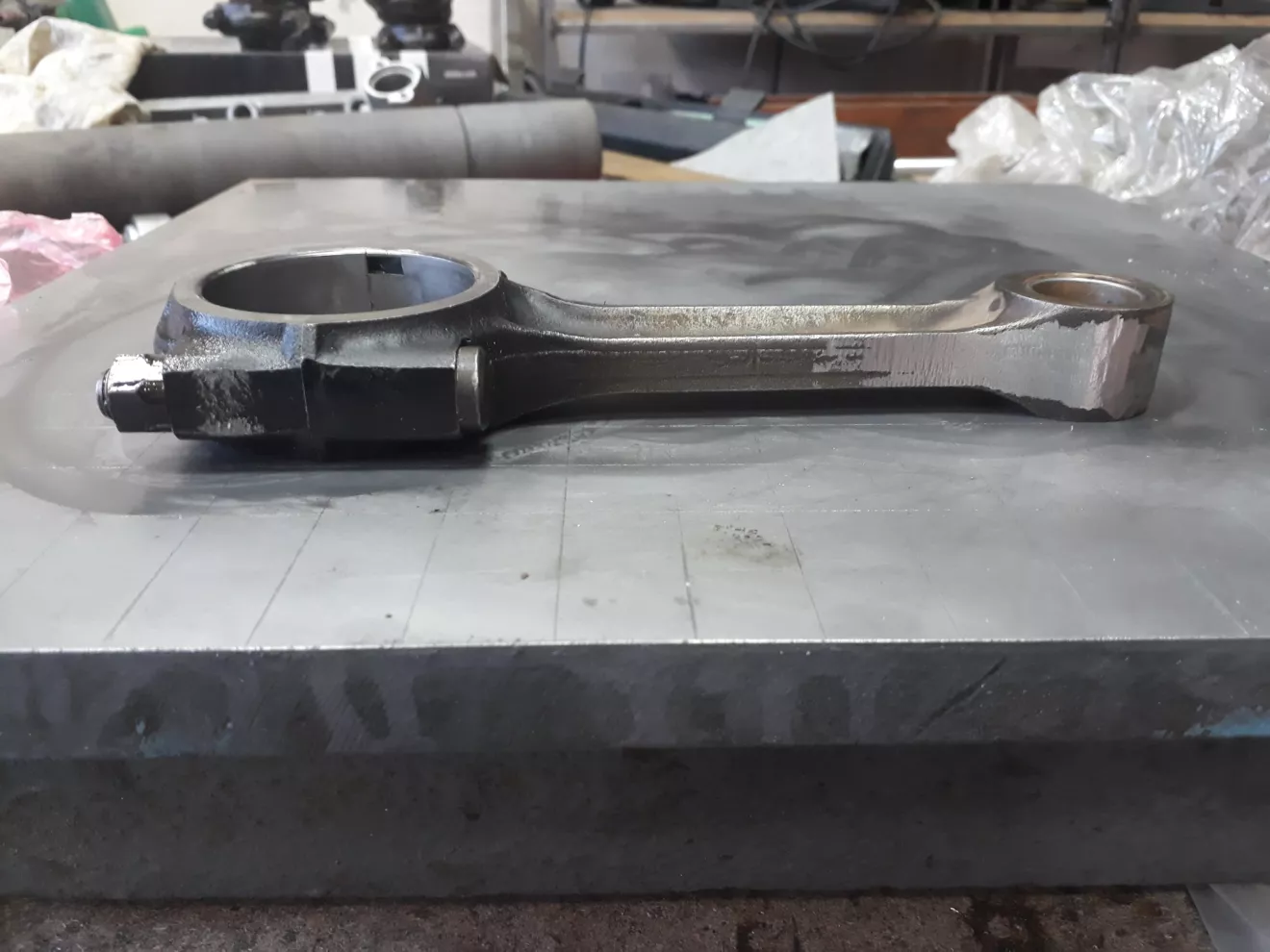
Для определения точных размеров на шлифовку вала необходима постель которая в предыдущем посте. И шатуны которые тут.
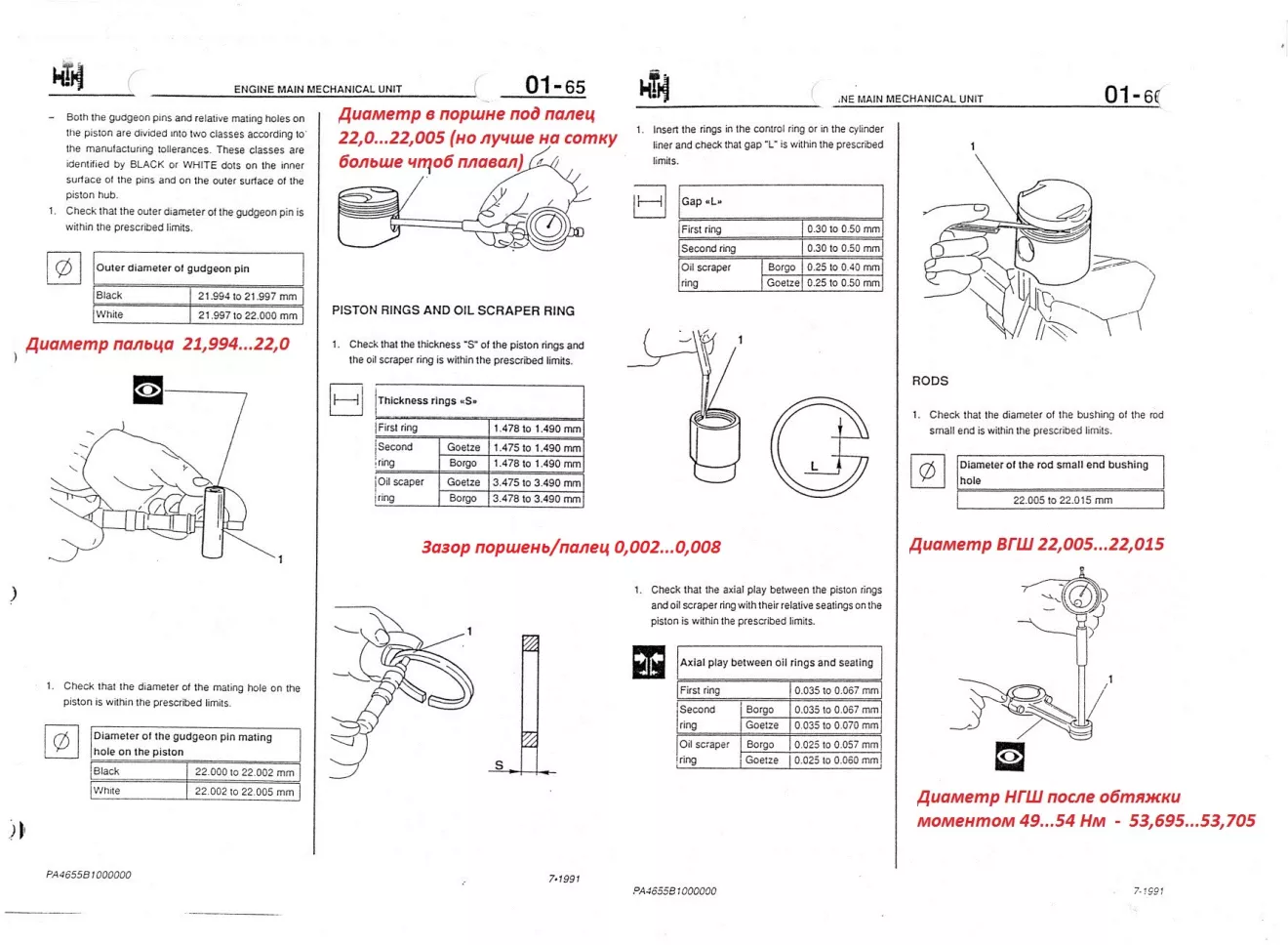
Итак, вырезка из мануала с размерами.
Один шатун в нгш был яйцом. Хотел его заменить, купил некомплект с дорестайла со сферическим поршнем — оказались на 0,85мм короче. С дорестайла с плоским короче аж на 3мм. Кароч не получается, значит восстановлю свой.
Выбираю лучшие болты из всех что были. Лучшие это без перегрева и самые короткие (они тянуться при затяжке и работе а вытянутые рвутся. А нехер мне эти приключения?! ))))) Стягиваем, промеряем. Ну один отлично уложился в 0,015 а остальные овалами яйцами. Не беда. Пронижаю бугеля и притиром вывожу геометрию в идеал.
Теперь баланс. Разница вгш не такая малая как я рассчитывал, поэтому пилим. Как веса вгш выровнялись — подгоняем общий вес шатунов. Готово.
Ну и для наглядности почему нужно ставить шатун правильной стороной на выхлоп. По зазору думаю понятно.
Шатунные вкладыши в размере отлично. А вот с коренными сотка на диаметре лишняя. Поэтому шлифовать по мануалу отняв 0,5 как для второго ремонта не очень правильно. Корни мне нужно на 0,01 прослабить от номинала. Теперь вал может ехать на шлифовку.