Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!



































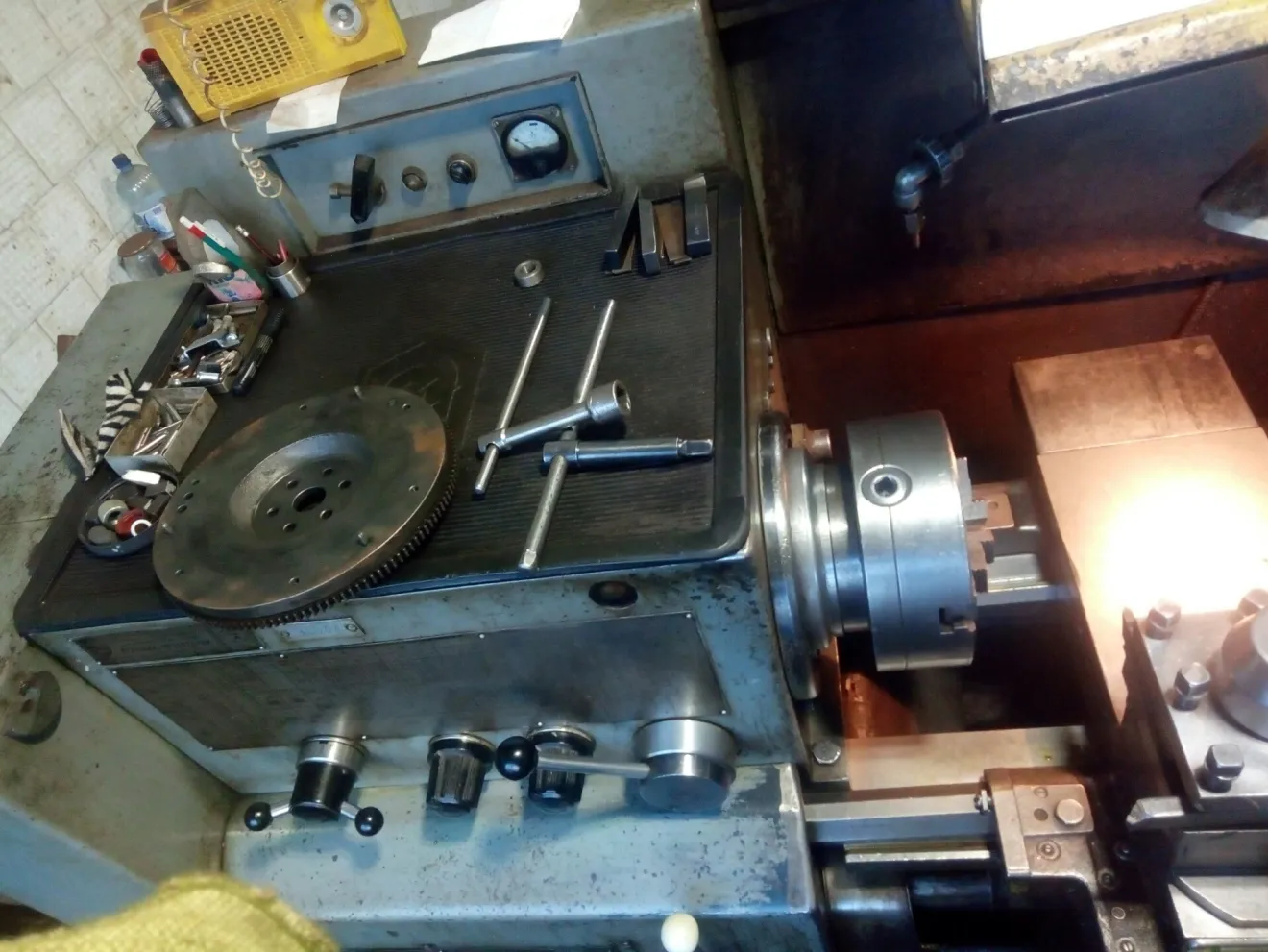
Приветствую и поздравляю всех Вас с Новым Годом. Первый день на работе зря не прошел, немного позанимался деталями от тараски . Раньше я получил информацию о том что маховики по посадочным местам сильно отличаются друг от друга и то что нужно сверлить глушить отверстия . Расположившись на востоке возле кардинатно расточного станка начал изучать в чем же разница. С виду по посадочный местам оба моих маховика одинаковы, но как сделать так чтоб убедится что это так. Не долго думая сначала подобрал калибр для центрального отверстия чтоб их отцентровать, после я еще раз покрутил один маховик относительно другого, вы не поверите но отверстия совпал, мерял самым точным инструментом "на глаз". Немного поразмыслив решил что этого мало и нужно проверить на 100%, чтобы потом не вышло накладок при зборке. Замеряв отверстия под болты крепления маховика к коленвалу пошел к токарному стенку где были выточены два маленьких штифта с переходной посадкой и успешно запресованы в сычевский маховик, сверху был установлен на эти шрифты маховик от автомата, центральное отверстие я проверил калибром все четко. Но для того чтоб можно было проверить все остальные отверстия был изготовлен импровизированый калибр, который прекрасно справился со своей задачей. Ранее было изготовлено направляющие для центровки сцепления. Поскольку с маховиком все супер и ничего выдумывать не нужно, можно неспешно готовится к установке механической коробки . Всем добра и свершений в новом году)! Всем пока!