Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!


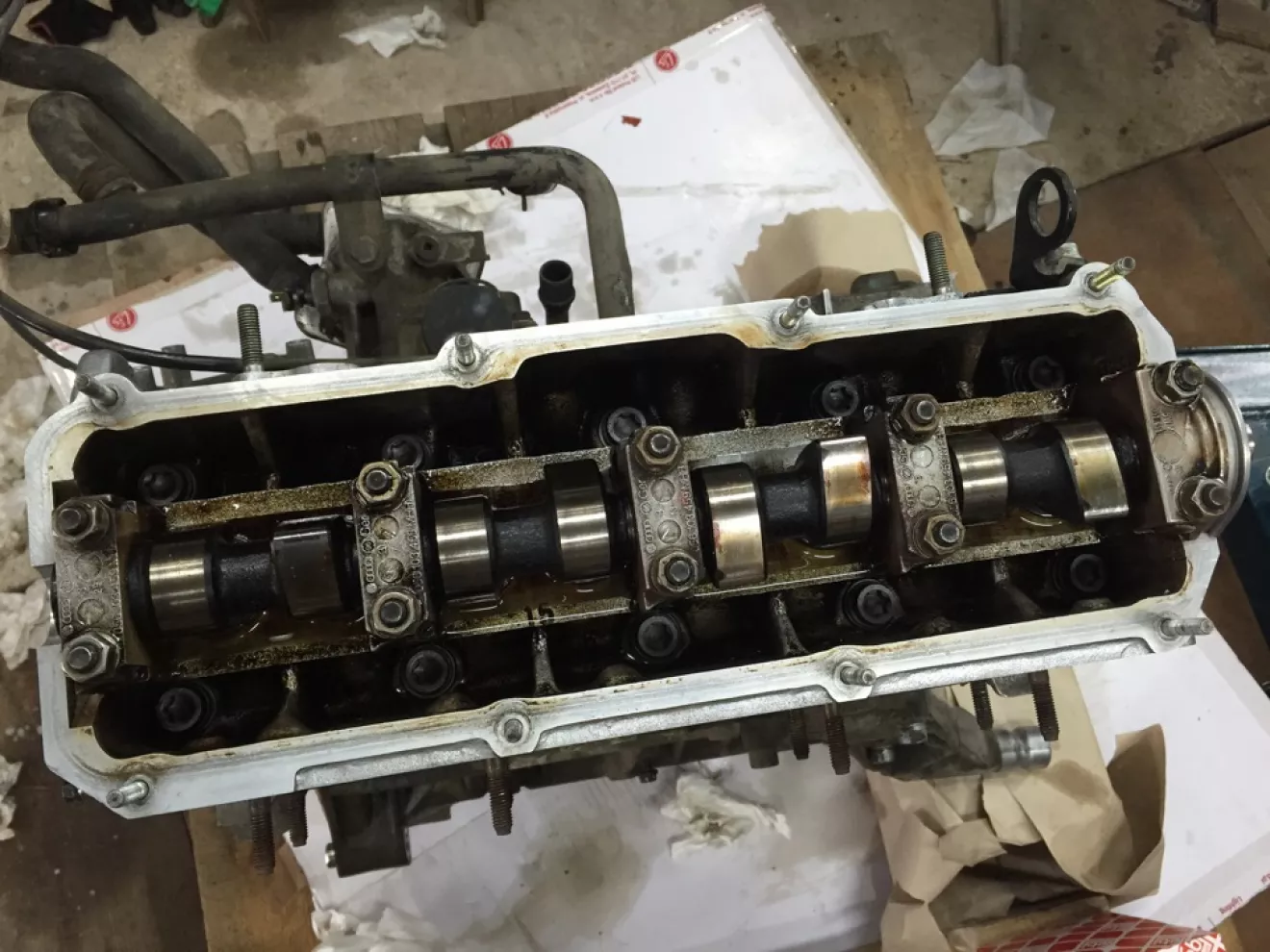
Почистив поверхность блока цилиндров и обезжирив ее — положил прокладку и накинул голову (тоже обезжиренную).


ГБЦ прикручивал новыми болтами по книге в 3 приема — 40нм потом доворот 90 градусов и еще доворот 90 градусов… В итоге несколько болтов сорвало… Ибо не нужно было делать по книге а думать головой — в алюминиевый блок болты затягиваются в 3 приема с усилием 70-85нм… Если бы сразу сделал 40нм потом 60нм потом 75нм — то все было бы в порядке… А от доворотов на 90 градусов там не известно какой момент и срыв болтов обеспечен… В итоге все болты зажаты на 80+нм моментом а те что сорваны 75+нм


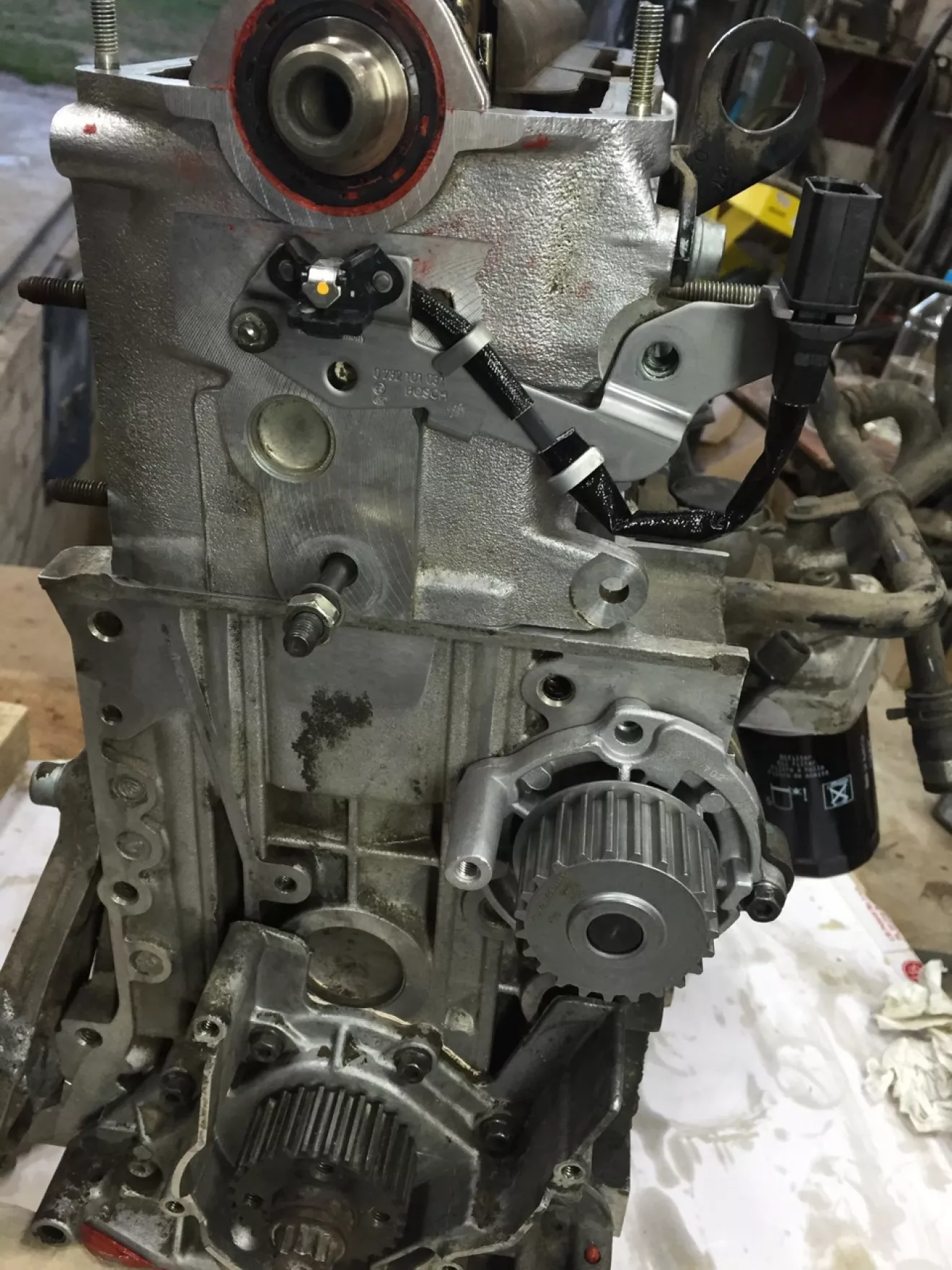
Далее новый датчик холла и новая помпа

Звезда распредвала закручивается диким моментом — 100нм… Поэтому зажал тупо гайковертом…

А вот болт крепления звездочки коленвала — зажимал 2х метровой трубой — типо по инструкции — 90нм и доворот на 90 градусов — т.е. хрен знает на какой момент…
Маховик прикручен болтами с резьбовым герметом на момент 60нм и доворотом на 90 градусов т.е. хрен знает каким моментом — и если болты уже ослабли то могут растянутся…


Кому интересно гнет ли клапана на наших двиглах — ДА ! ГНЕТ !
Я у себя ВРОДЕ не погнул, еще спецом проверял — если распредвал поставить так чтобы клапан опустился максимально вниз — а затем светить фонариком в дыры впуска и свечу — то видно как при прокручивании коленвала поршень подымаясь вверх — не доходит до своего максимума и упирается в клапан… Но там не хватает ему буквально 1мм… Т.е. если распредвал стоит в более нейтральном положении — и ни один из клапанов не опущен максимум вниз (что сделать очень сложно руками, зафиксировать так, ибо он наровит прокрутиться до нейтрального положения), то поршни спокойно будут ходить…
