Мобільний додаток
Ще більше зручності! Миттєві сповіщення про всі актуальні події вашого профілю!


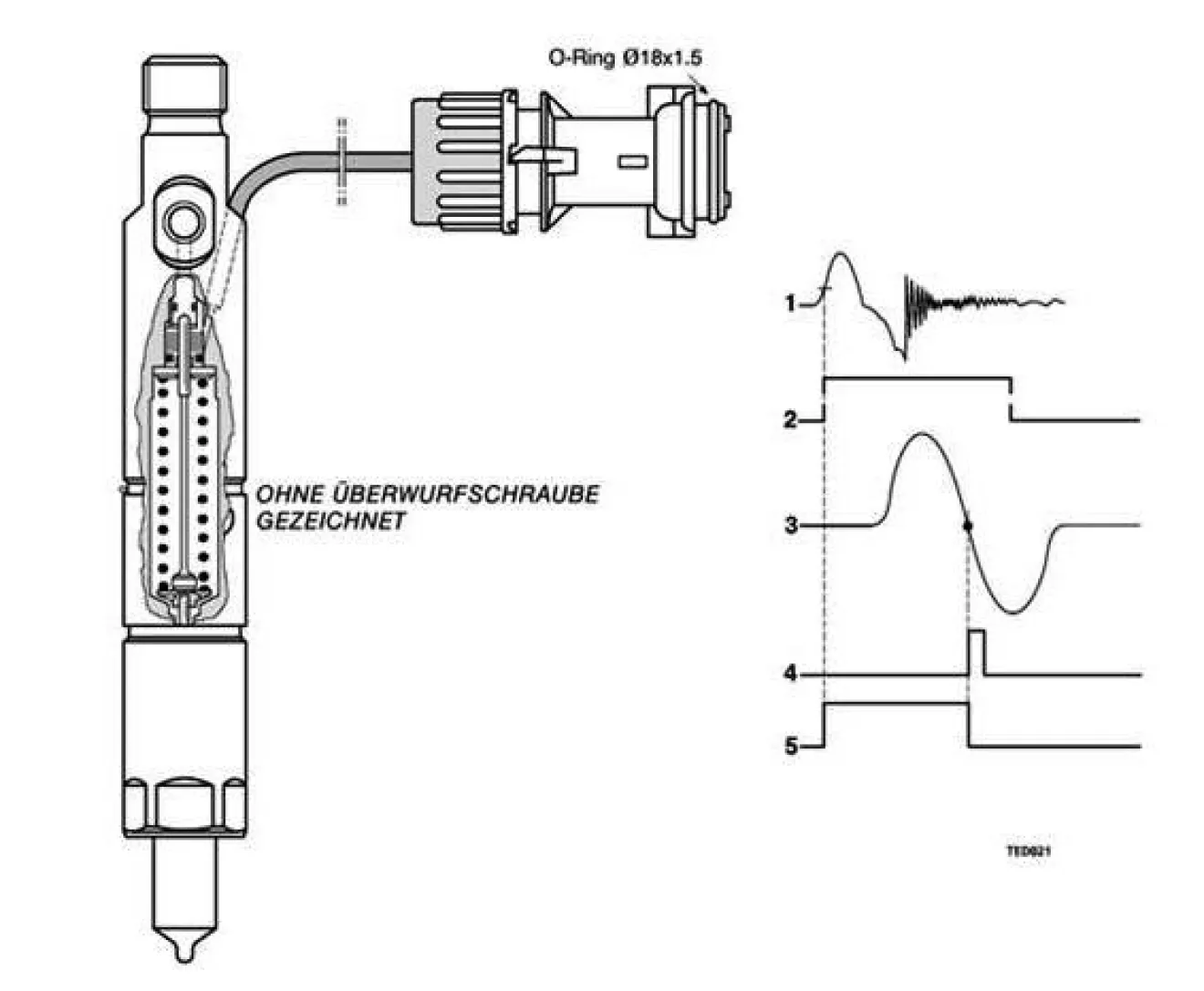
Неисправность: обрыв цепи.
Снимаем стальную пластину, которая держит провод, и черную заглушку. Отщелкиваем выводы и отпаиваем их.
Снимаем изолирующий фиксатор выводов.
Откручиваем распылитель и вынимаем все детали.
На корпусе форсунки есть три отверстия под углом 120. Отверстия сделаны для ослабления метала. В этих местах, на заводе, при сборке, каленая упорная втулка прессом фиксируется в корпусе. В нее упирается пружина основного впрыска. За этой втулкой находится шток датчика, пружина пред впрыска, регулировочная шайба, катушка.
Перед высверливанием мест запрессовки, нужно замерить глубину посадки упорной втулки. У меня получилось 31.2 мм от края корпуса форсунки к началу опорной втулки.
Высверливать начинаем тонким сверлом. Сверлим пока не упремся в каленую втулку. Об том, что досверлили до нее будет свидетельствовать то, что дальше не сверлится, ведь она каленая).
Финальная стадия — сверление очень тупо заточенным сверлом, диаметр сверла должен быть как диаметр отверстия.

После этого берем оправку и молоток, забиваем втулку внутрь, так чтобы ребра на ней срезали выступы на корпусе. Достаточно продавить втулку внутрь на 1÷1.5 мм. Если втулка не начала свободно ходить в корпусе, то можно использовать отвертку Torx, которая зайдет во втулку. Совершая вращательные движения тянем отвертку с втулкой на себя.

После того, как достали шток датчика, пружину, регулировочную шайбу, нужно убрать заусенцы в месте крепления втулки.
На выводах катушки нужно убрать лишний припой. Прижимаем выводы катушки к плоскости, берем проволоку, и выдавливаем катушку наружу. Катушка верхней частью сидит на внутреннем штуцере обратки. Не потеряйте уплотнительное кольцо между штуцером и корпусом катушки. Не повредите корпус катушки.

На этом стадия разборки форсунки завершена.
После того, как снял защитный слой катушки и размотал ее, получилось 14.4 м провода, диаметр провода с изоляцией 0.062 мм, диаметр меди 0.055 мм.

Размеры каркаса катушки:
D=3.8 мм
D2=6.1 мм
D3=7.15 мм
l=3.6 мм
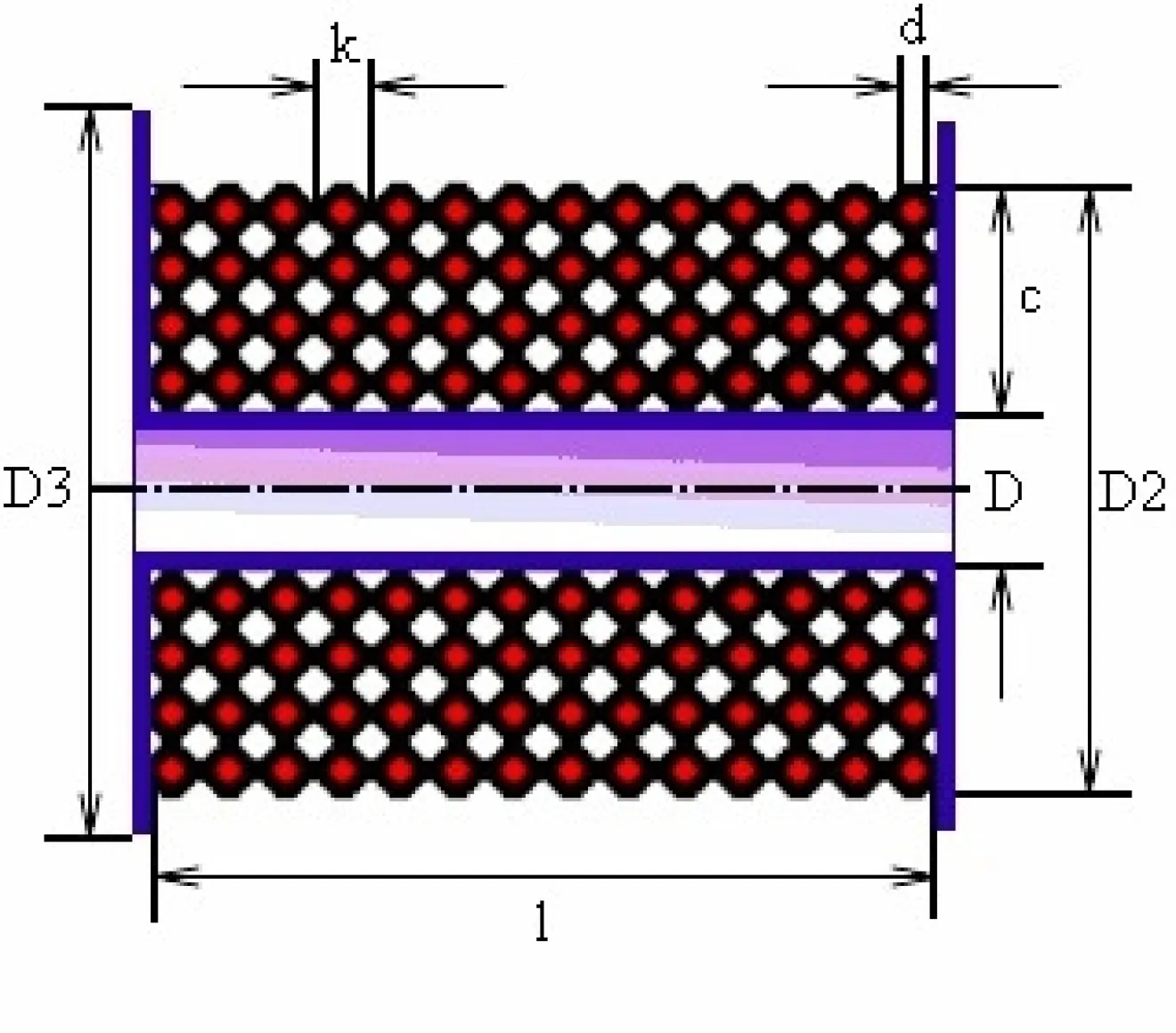
Провод на катушку не был намотан до края. Диаметр катушки по обмотке был примерно 6.1 мм.
Можно примерно посчитать сколько там было витков.
Количество витков в слое:
wс=l/k=3.6/0.062=58 витков/слой
c=(D2-D)/2=(6.1-3.8)/2=1.15 мм
Количество слоев:
nс=c/k=1.15/0.062=18.55≈18 слоев
Количество витков:
w=wс*nс=58*18=1044 витков
Для более точных расчетов использовал Excel.
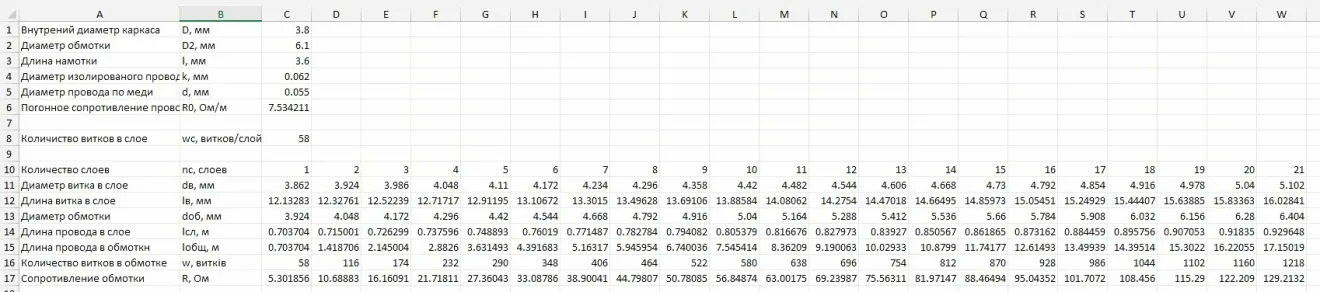
Как видно, на 18 слое все совпадает.
Осталось только намотать и собрать.
Продолжение — www.drive2.ru/l/536135339794759787
